微电子器件如今所达到的令人惊叹的小型化程度,归因于两大因素。首先,构成集成电路芯片的晶体管和其他组件正逐渐变小,这一趋势通常被称为“摩尔定律”。
其次,正在采用新型技术将单个芯片以越来越高的密度封装在一起。目前正采用多种方法来实现此目的,例如系统级封装 (SiP)、3D 封装、2.5D 封装、扇出型晶圆级封装 (FOWLP)、倒装芯片封装、多芯片模块 (MCM) 等等。这些统称为“先进封装”技术。先进封装技术使我们能够制造出小巧且功能强大的产品,如智能手机。
与传统的“后端”(集成电路封装)技术相比,先进封装制造过程更复杂且难度更高。原因之一是它们通常涉及更高密度和更小节距(间距)的互连以及更复杂的部件结构。这意味着需要在整个后端生产过程中对较小部件保持更严格的机械公差。
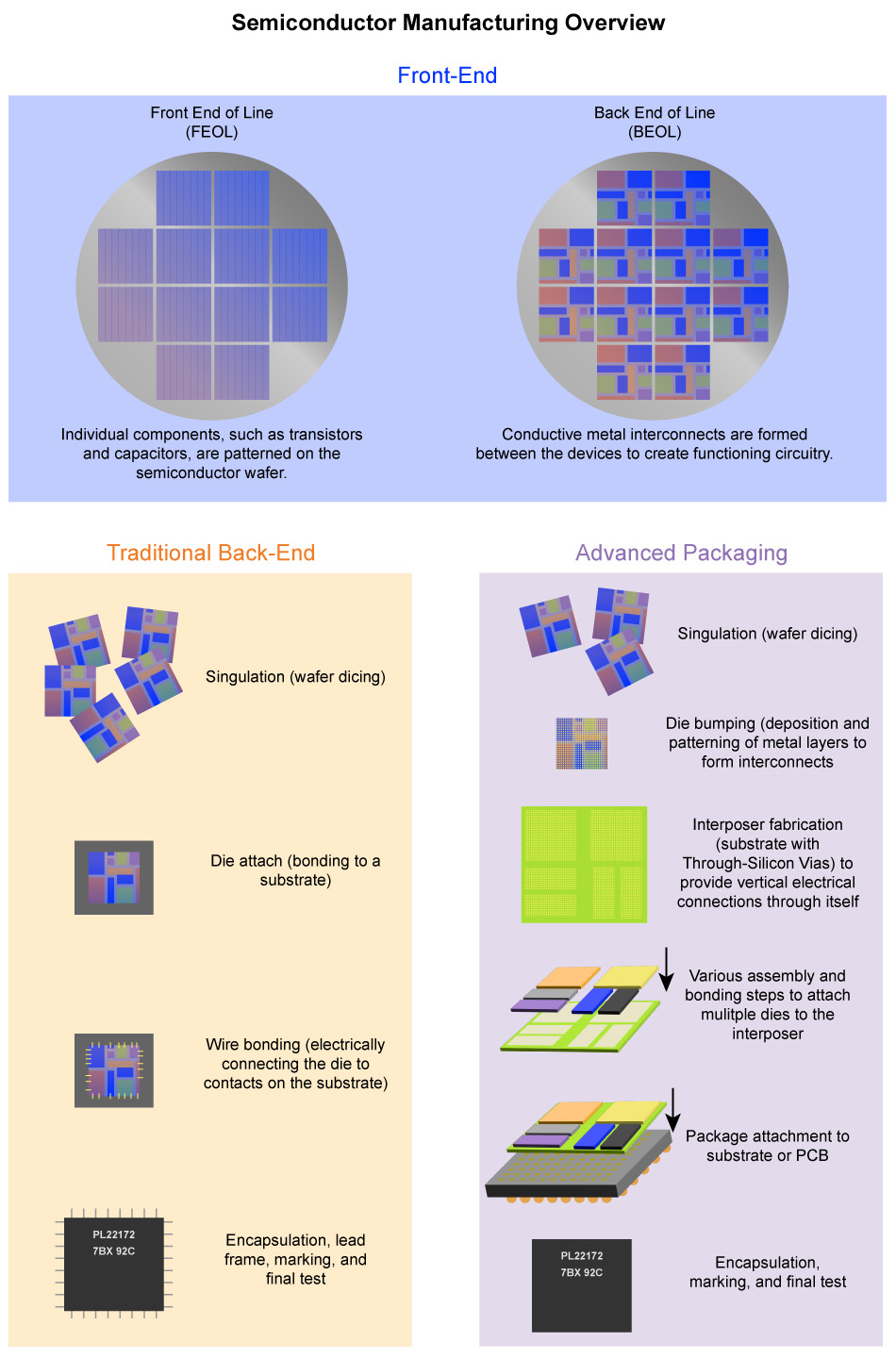
半导体制造通常分为前端和后端工艺。前端又进一步细分为“前道工序”和“后道工序”。这展示了前端和后端加工的主要步骤,并强调了后端生产中众多新型先进封装方法之一的额外复杂性。
另一个问题是对热管理的需求增加。更强的计算能力导致热设计功耗更高。这意味着先进封装需要引入具有高机械强度的高导热材料。高机械强度是防止多个芯片的重量造成屈曲所必需的。
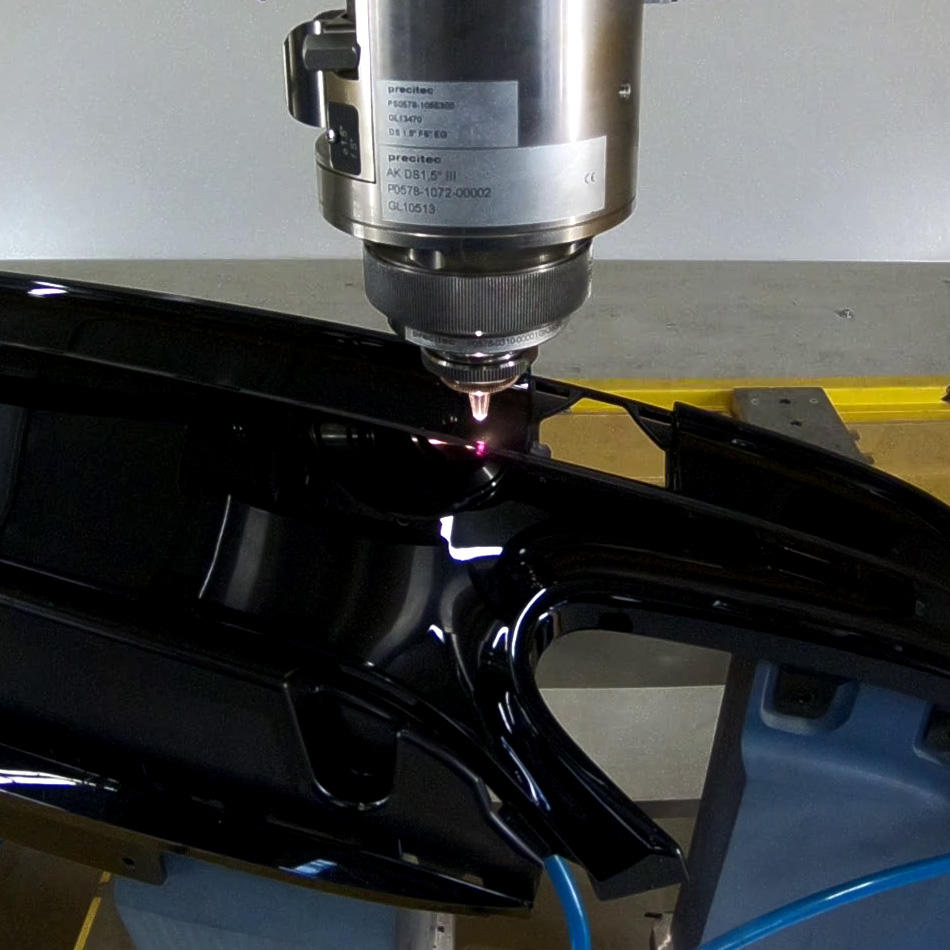
激光为材料加工提供了精度、多功能性和效率的独特组合。特别是对于后端任务,其非接触式加工能力以及最小的热影响区对于创建最先进的组装方法所依赖的极微小特征至关重要。此外,激光几乎与任何材料兼容,甚至能够处理一些在激光波长下名义上透明的物质。
这意味着随着封装变得越来越小且复杂,激光加工对制造商越来越有利。在这里,我们将回顾半导体后端制造激光加工当前和发展趋势的几个示例。
切割和钻孔
在传统后端和先进封装生产中,切割和钻孔得到了广泛应用。其中一些任务包括:
钻孔:在印刷电路板 (PCB) 和其他基板上制作通孔或盲孔。
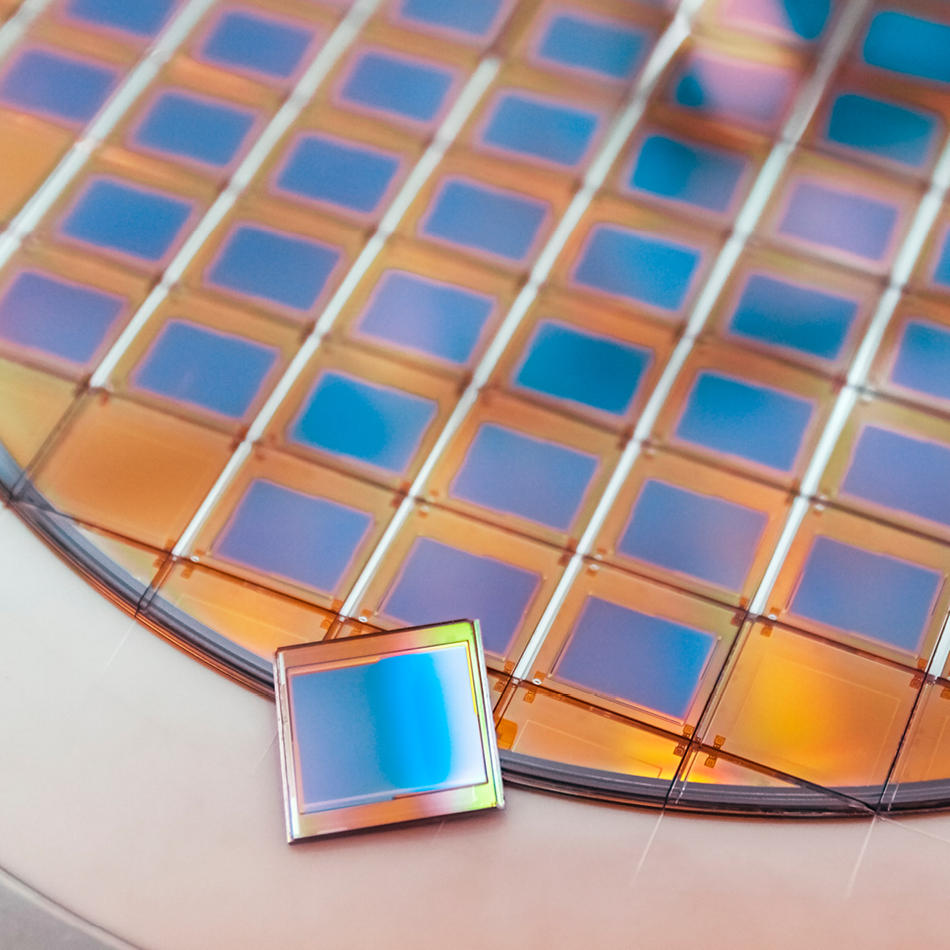
分离:将成品晶圆切割成单个芯片。
分板:将单个电路板或组件从较大的面板或板材上分离出来。
解键合:在临时键合工艺后分离组件,例如当晶圆或芯片在减薄、加工或处理过程中为了保持稳定性而附着在载体基板上时。
几十年来,FR-4 (及其含有玻璃纤维的版本)和其他有机物一直是 PCB 的标准基材。传统上,这些材料使用机械钻孔制作通孔。但这种方法无法制作直径小于150微米的孔。
使用CO₂ 激光器进行钻孔可以实现直径低至30微米的通孔高速钻孔。因此,该行业越来越多地采用该技术,来支持智能手机、5G 收发器和可穿戴设备等产品封装技术所需的更高水平的微型化。CO₂ 激光器可以高效处理目前使用的大多数基材,包括 FR4、PTFE、玻璃编织复合材料和陶瓷。
Coherent 高意最近的一项重要技术突破是我们的 CO₂ 激光器 电光开关。该调制器可以处理比传统用于CO₂ 激光钻孔系统的声光调制器(AOM)更高的激光功率。使用更高功率的激光器可以使光束被分割更多次。这意味着可以同时钻出更多的孔,从而提高系统吞吐量并降低成本。
Coherent 高意还为通孔钻孔窗口开发了一种专有的防飞溅和防碎屑涂层。这种多层涂层可以应用于许多不同的基材。该涂层是专为频繁清洁而设计的,能够抵御钻孔、切割或其他打标应用过程中金属和其他碎屑的飞溅。涂层的耐用性也有助于延长窗户的使用寿命。
该涂层采用了该公司专有的金刚石涂层 (DOC) 涂层技术。碎屑窗口保持高透射率和低反射率,以实现系统的良好光学性能,同时兼具耐用性的额外优势。
先进封装方法将基材的范围扩展到 FR-4 之外,包括硅、玻璃、陶瓷、味之素积层膜 (ABF) 等。对于ABF等某些材料,二氧化碳激光钻孔仍然是最佳选择,但对于玻璃等其他材料,其他激光器可能更合适。此外,所需的通孔尺寸可以小得多,低至 10 µm 或更小。
各种纳秒脉冲固态激光器,例如我们的 AVIA LX 和 AVIA NX,可用于制作这些较小的通孔。对于最苛刻的任务,我们的超短脉冲 (USP) 激光器可以在不损坏周围热敏电路的情况下创建极小的孔或其他特征。此外,USP 激光器(尤其是具有紫外光(UV) 输出的激光器)几乎与任何材料兼容,包括金属、半导体、复合材料、陶瓷和有机物。
这些相同的纳秒激光器和 USP 激光器也可用于其他材料加工任务,例如晶圆划线和切割以及 PCB 分板。在这里,它们具有机械精度高、切口宽度最小、热影响区小、很少或没有碎屑产生以及与多种不同基材的兼容性等优点。它们还兼容下一代先进封装(如尚未商业化部署的玻璃)的基板。
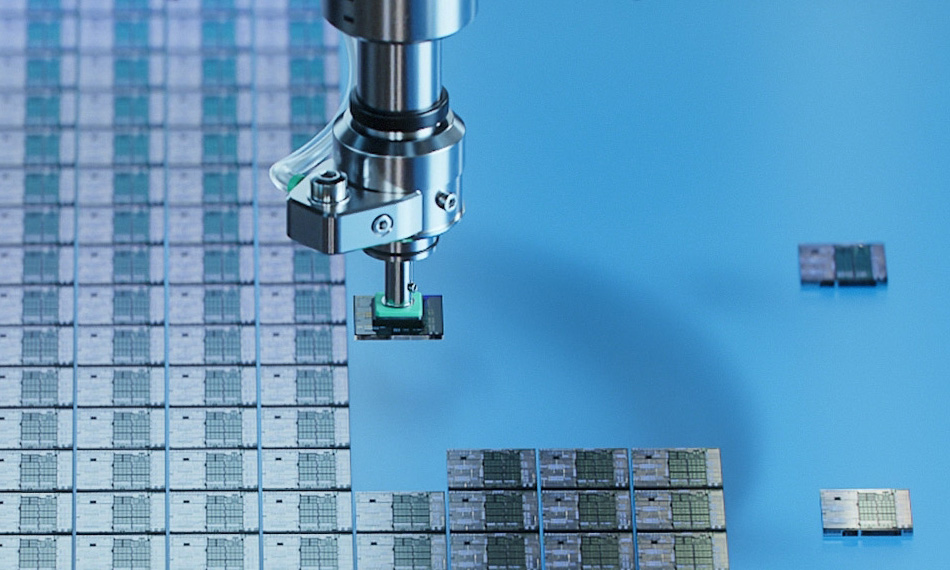
除了激光器,Coherent 高意还提供用于后端工具制造的创新材料 例如,金属基复合材料结合了钢的强度和铝的轻度,为高性能、快速运行的机器人系统提供了必要的刚度和热导率。随着行业朝着更快的生产周期发展,确保设备能够以更高的速度运行而不牺牲精度变得尤为重要。这些都是为了满足消费者对智能手机和电脑等电子设备日益增长的需求。

半导体生产线后端晶圆处理组件。
打标
后端生产中使用的打标任务种类繁多,无法在此详尽介绍。以下是后端一些最常见的打标应用的简要列表。
封装设备: |
最常用的封装复合膜可以很好地吸收近红外 (IR) 光,并因此从黑色变为灰色。这能够实现深度为30µm至50µm的高对比度打标。这种类型的打标通常使用光纤或二极管泵浦的固态激光器进行。双头配置有助于提高托盘打标效率。 |
薄封装: |
使用复合薄膜盖保护引线键合硅芯片的小尺寸器件需要 10 µm 或更小的打标深度。绿光比 IR 更强地被环氧树脂基体吸收,因此会产生较浅的标记。绿光激光器(通常是倍频光纤或二极管泵浦的固态激光器)将用于这些任务。我们的 PowerLine E Twin 利用两个激光源将高吞吐量与 DPSS 激光技术的优势相结合。 |
陶瓷: |
由于其出色的热、机械和电性能,陶瓷在封装功率半导体、高亮度LED、射频器件、MEMS、混合电路等方面得到了广泛应用。但是陶瓷打标的工艺窗口相对较窄。这使得精确聚焦和高脉冲能量对于确保可靠的打标结果至关重要。基于 Nd:YVO₄ 的 DPSS 激光器提供高脉冲能量,可用于打标陶瓷盖和基板。我们的 PowerLine F 20-1064, 提供高达 350 ns 的可调脉冲宽度,专为改善此类打标应用的工艺窗口而设计。 |
PCB: |
PCB 在生产过程中通常使用可追溯的数据矩阵代码进行标记,有机基板顶部的薄绿色阻焊层需要携带标记,而不暴露下面的铜。由于数据矩阵码可能非常小(比色皿尺寸小于 125 µm),因此需要聚焦的激光光斑尺寸小于100µm。绿光二极管泵浦固态激光器已成为这些应用的标准,PowerLine E 20-355 等紫外激光器因其更精细的分辨率和更低的热影响而被用于高端基材的打标。 |
金属盖和引线框架: |
包括 Coherent PowerLine F 系列在内的近红外光纤激光器被广泛用于标记微处理器和其他高功率 IC 上的金属盖。金属引线框架通常镀锡、银或金,可以在电镀之前或之后进行打标。引线框架用于成本敏感型器件,因此必须最大限度地减少资本投资。出于这个原因,经济高效的光纤激光器制造商经常被选中。 |
热压键合
“倒装芯片”是应用最广泛的先进封装技术之一。倒装芯片工艺的一个关键步骤是将芯片焊接到基板上。具体来说,这涉及熔化金属焊料凸块(之前已沉积在芯片上的导电垫上),同时将芯片和基板(通常是 PCB)压在一起。
随着集成电路和基板变得越来越薄,并且焊球尺寸和它们之间的间距(称为“节距”)缩小到 100 µm 以下,这一过程变得更具挑战性。热压键合 (TCB) 已成为倒装芯片应用的传统焊料“回流”方法的替代方案。TCB 为非常薄且密集的基材提供更可靠的键合和更高的单元间一致性。
TCB 设备利用一块板(称为“喷嘴”),在键合过程中向下压在芯片/基板组件上。该板必须在整个键合过程中保持刚性、光滑和平整。这对于保持芯片本身的平整度是必要的,从而确保不会出现焊料空洞。
该喷嘴还必须有气流孔,以便其可以作为真空卡盘工作。此外,它必须具有导热性,以便TCB系统中的加热和冷却元件能够在过程中控制芯片温度。
因此,理想的喷嘴材料必须是机械刚性的,并且能够制造成非常光滑和平整的零件。它还必须具有高导热性。
Coherent 高意生产三种满足这些要求的材料 — 反应烧结碳化硅 (SiC)、单晶 SiC 和多晶金刚石。每种材料都有其特定的特性和在某些TCB实施中的优势。
此外,Coherent 高意是一家垂直整合的 TCB 喷嘴制造商。我们生长每种材料,并能将其加工成成品零件。此外,我们的测量能力使我们能够确保喷嘴的平整度,这在这种应用中至关重要。
助力精度和性能
随着半导体封装的不断缩小和变得更加复杂,先进激光和材料技术的作用变得越来越重要。Coherent 高意致力于提供尖端解决方案,赋能半导体制造的未来。探索我们全面的激光器和材料系列,了解我们如何帮助您在这个快速发展的行业中保持领先地位。