Lasers in Display Fabrication: FlexOLED Shape & Hole Cutting
Only high-power, ultraviolet, ultrashort pulse lasers can deliver the speed and precision needed to cut nearly finished displays – without damaging sensitive circuitry.
October 4, 2022 by Coherent
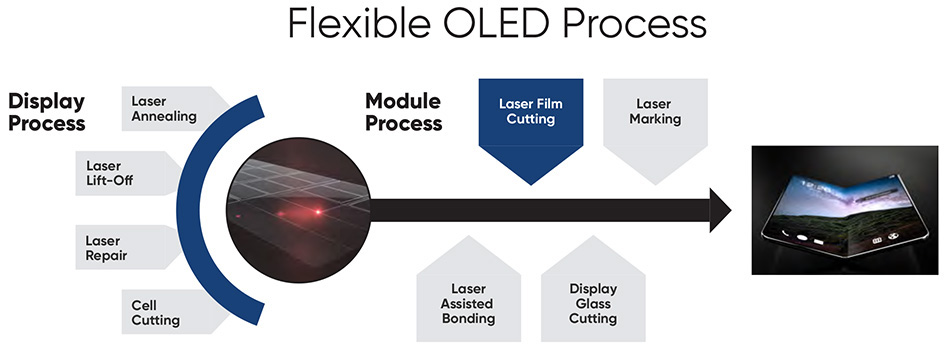
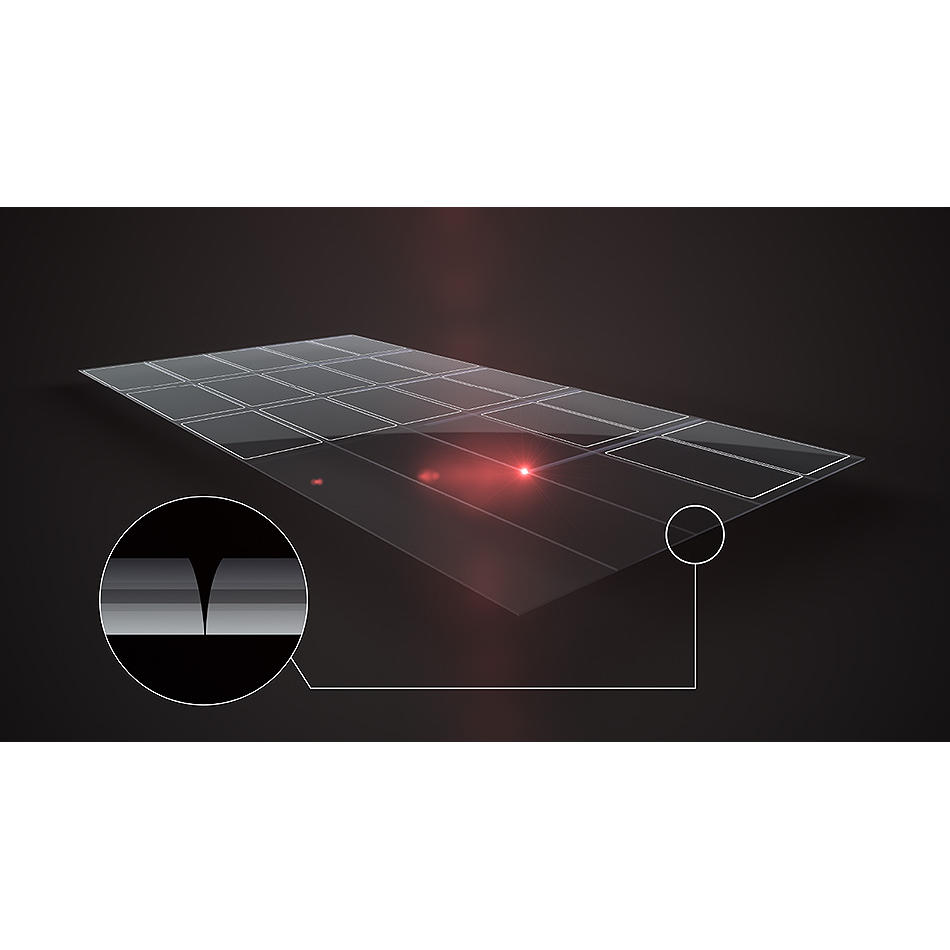
Other posts in this series explained how numerous mobile device displays are fabricated all at once on large “mother glass” panels. Then, after all the circuitry has been created and various other layers added to it, the large substrate is cut into “cells” with a CO2 laser.
This is done because cells containing just a few displays are much easier to handle and transport than the original large substrate. Keep in mind, the final steps of mobile device assembly are typically done in a separate production facility (often in a different country!) from where the display circuitry is originally fabricated. Depending upon the size of the individual displays and other factors, cells typically contain anywhere from two to ten individual displays.
Read the other blogs in this series on lasers in display fabrication |
|||
It’s hard to make the cut
Each individual display must be cut out of the cell prior to phone or tablet assembly. Additionally, many designs need holes somewhere within the display. These are usually to allow cameras or other sensors to see out. Also, sometimes just some of the display layers are selectively removed over a certain area. This is to accommodate fingerprint sensors that reside under the display but don’t require a through hole.
These processes are called shape and hole cutting. And they are extremely demanding for a few reasons. First, they’re being performed on virtually finished displays – with nearly all the cost built into them. You don’t want to scrap a part at this stage!
Also, they need to be accomplished with high mechanical precision. That is, to very tight tolerances and with high repeatability. This is necessary to avoid problems during assembly. Most current cellphones have a display that covers virtually the entire top surface of the device, with a very thin bezel around it. If the display is cut too large, it won’t fit right in the bezel. If it’s too small, gaps will show around the edge. Also, all the holes need to line up properly with whatever goes behind them (cameras, etc.).
Another really critical aspect of these cutting processes is the “heat affected zone” (HAZ) they create. The HAZ is the area next to the edge where heat from the cutting process might affect the display circuitry, or produce bubbles, cracks or other defects. These might be visible to the user’s eye as bad areas in the display. Or, in the case of foldable phones, they can be sources from which cracks might eventually form or propagate.
A maximum HAZ specification for shape cutting a typical phone might be 100 µm. For a foldable display, it could be 50 µm. And, for hole cutting, it’s not uncommon for the maximum allowable HAZ to be under 20 µm.
And, of course, did we forget to mention that the shape-cutting processes have to be fast – literally done in just a few seconds maximum? Because cutting has to keep pace with other production steps and meet the extraordinary throughput demands facing mobile device manufacturers.
Ultrashort pulse lasers get FlexOLEDs in shape
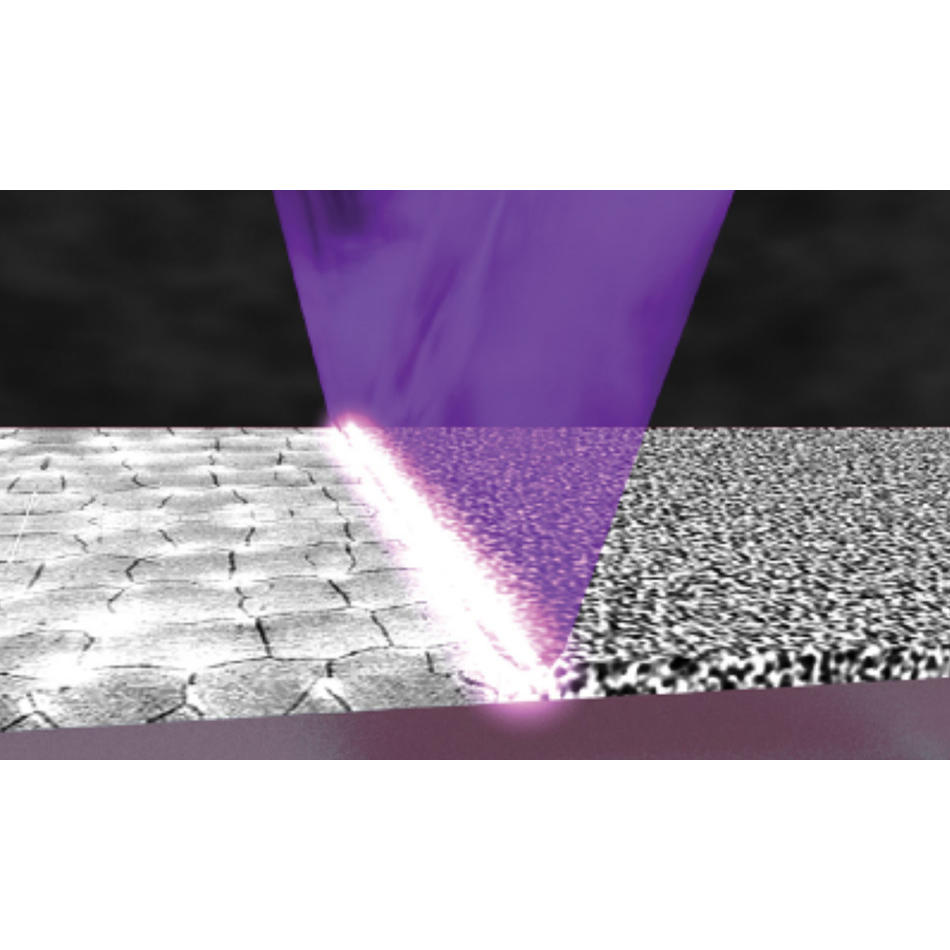
There’s only one kind of laser that can cut the mustard – or, more accurately, the display – and meet every single one of these requirements. It’s an ultrashort pulse (USP) laser that operates at high repetition rates, and outputs in the ultraviolet. Let’s unpack why each of those characteristics are so essential.
USP lasers are needed because they deliver a way smaller HAZ than any other laser type – at least the ones that can cut through a display as thick as 0.5 mm in a few seconds. In general, the HAZ gets smaller as the pulses get shorter. So, a femtosecond USP laser can deliver an HAZ of under 10 µm, while a picosecond USP laser can usually get to under 30 µm.
But it’s not quite as clear-cut as that. The actual HAZ differences aren’t always as pronounced as the theory might indicate. And there are differences in speed, cost, and other practical considerations that can affect which laser will be “best” for a specific application.
As a result, both picosecond and femtosecond lasers are currently used for production shape and hole cutting. Different phone manufacturers tend to have a “favorite” technology. This is based on HAZ requirements, plus their experience and comfort level with a particular type of laser.
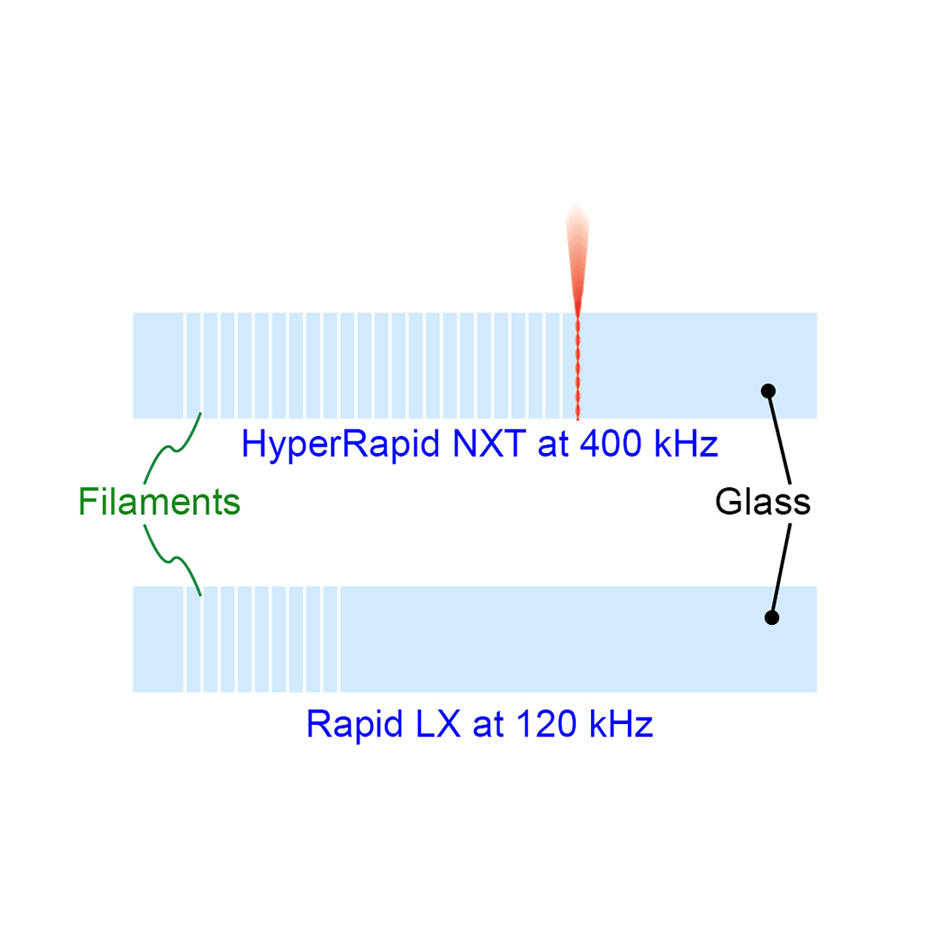
Shape and hole cutting are both performed using a scanner. And the laser must trace out the same path numerous times to cut completely through the display. This makes repetition rate important. It translates directly into cutting speed; if two lasers have the same pulse energy, the one operating at a higher repetition will cut faster.
Finally, UV output is beneficial for a few reasons. First, it’s more equally absorbed than longer wavelengths by all the various materials in the heterogenous stack that makes a display. This means each layer is cut consistently, regardless of its composition.
UV light can also be focused to smaller spot sizes than longer wavelengths (due to diffraction). This increases the energy density of the focused spot, which means that each pulse removes more material. This speeds up cutting. Also, UV light allows the optics to work with a larger depth-of-focus. This makes the cutting process more tolerant of slight variations in part height or thickness.
Coherent supplies both technologies for FlexOLED shape and hole cutting, so we can help manufacturers choose the right option for their production without any bias. Learn more about our Monaco femtosecond and HyperRapid NXT picosecond lasers.