虽然许多现有的医疗器械生产线都在使用脉冲 Nd:YAG 激光器,但大多数新生产线却已经开始使用多模 QCW 光纤激光器,它们具有与 Nd:YAG 激光器相似的光束特性和脉冲参数规格,同时还可以提供光纤技术的拥有成本优势。
在探索下一代设备的设计时,通常都有一个共识,即,新设计要比上一代更小。因此,连接要求会变得更加严苛,特别是在减小焊缝尺寸和控制热输入方面。问题在于,从材料选择的角度来看,脉冲激光器有时会受到限制,因为高冷却速率会导致加工窗口变小或容易出现焊缝开裂情况。还有其他选择吗?
为什么单模光纤激光器是一种解决方案
连续波 (CW) 单模光纤激光器与扫描头配对使用时,可提供独特且令人信服的焊接能力:焊接小型化 - 精确控制焊缝尺寸和热输入。
对于那些不太熟悉单模激光器的人来说,它们具有绝对优质的光束质量,因此,在给定光学焦距的情况下,可以产生更小的光斑尺寸。事实上,单模激光器通常使用 150 mm(6 英寸)焦距聚焦到直径在 25 µm(0.001 英寸)范围内的光斑。有趣的是,现在当我们将单模激光器与扫描头配对使用时,就能够在工件上快速移动 25 µm 的光斑,以便根据需要调节热源大小。如果需要 100 µm 宽的焊缝,可以垂直于焊缝方向快速移动光斑,从而形成所需的焊缝宽度。从热输入的角度来看,光斑运动得足够快时,材料的反应与使用较大光斑直径时的反应相同。
由于两个非常小的低惯性反射镜(称为检流计)彼此正交安装,因此能够产生 x 和 y 运动,从而使扫描头可以在工件上快速移动。F Theta 透镜创建了一个平坦的区域焦平面,因此在 100 mm x 100 mm 或 200 mm x 200 mm(根据光学器件的焦距)范围内,激光可以在整个区域内保持聚焦。
扫描头的关键是从镜子到工件的距离“杠杆”。实际上,检流计中非常小的高速运动会在工件上产生较大的运动和极高的速度。这提供了使用 25 µm 激光光斑的灵活性,可以移动光斑来创建适合扫描头运动窗口的任何形状或尺寸的焊缝。在微焊接中,这种能力是一个重要的工艺推动因素。
以下是一些单模光纤激光器的应用案例:
1. 任何形状或尺寸的点焊 – 它可以是圆形、环形、螺旋形、方形、笑脸或任何可以针对工件的热约束和焊缝的机械需求进行优化的形状。




2. 动态调整焊缝尺寸 – 可通过刀具路径单独调整同一工件上不同焊缝的尺寸和形状,而无需更改参数,也可根据需要调整不同工件上焊缝的尺寸或形状。
3. 缩短多点焊接的周期 – 与可在几分之一秒内完成点到点移动的扫描头相比,即使使用线性平台,点焊之间的移动也相对缓慢。使用扫描头进行点焊的一个典型例子是曾经用于所有磁盘驱动器的柔性臂,通常可在 1 秒内完成 25 个点焊。
4. 量身定制的接缝尺寸 – 横向运动可以沿着焊缝叠加,以精确控制焊缝的宽度和深度。例如,脉冲 QCW 或 Nd:YAG 焊缝横截面深度从中心线向边缘递减。使用单模激光器和扫描头,我们可以创建一个方形横截面轮廓,使焊缝中心和边缘的穿透深度相同。因此,对于对接焊缝或角焊缝而言,可以在不降低焊缝强度的情况下调整任何接缝错位。

脉冲激光作用下光斑的常规穿透深度和横截面,光斑尺寸约为 800 µm。

单模激光作用下光斑的穿透深度和横截面,光斑尺寸约为 30 µm,可在材料中快速移动。
5. 极大限度减少热输入 – 热输入与热源强度和在工件上的时间成正比。热源的横向效应是其尺寸的函数。通过使用 25 µm 的光斑在需要任何形状的工件上快速移动,我们现在可以精确控制热输入,并优化所有控制杆。
市场:电子器件/医疗
材料:不锈钢箔,40 µm,镀金铜,140 µm
应用:将电子元件焊接到 PCB 上
子系统:PowerLine FL 150 P、SmartWeld+

线速度:800 毫米/分钟
焊接深度:~ 45 µm
剪切强度:每 10 mm 130 N
接缝均匀、无裂纹
对 PCB 无明显影响

6. 大加工窗口、更多可焊接材料 – 以极小的热输入和连续(波)模式运行的激光器降低了工件的冷却速度,增加了可焊接材料的范围,同时降低了焊缝开裂的可能性。
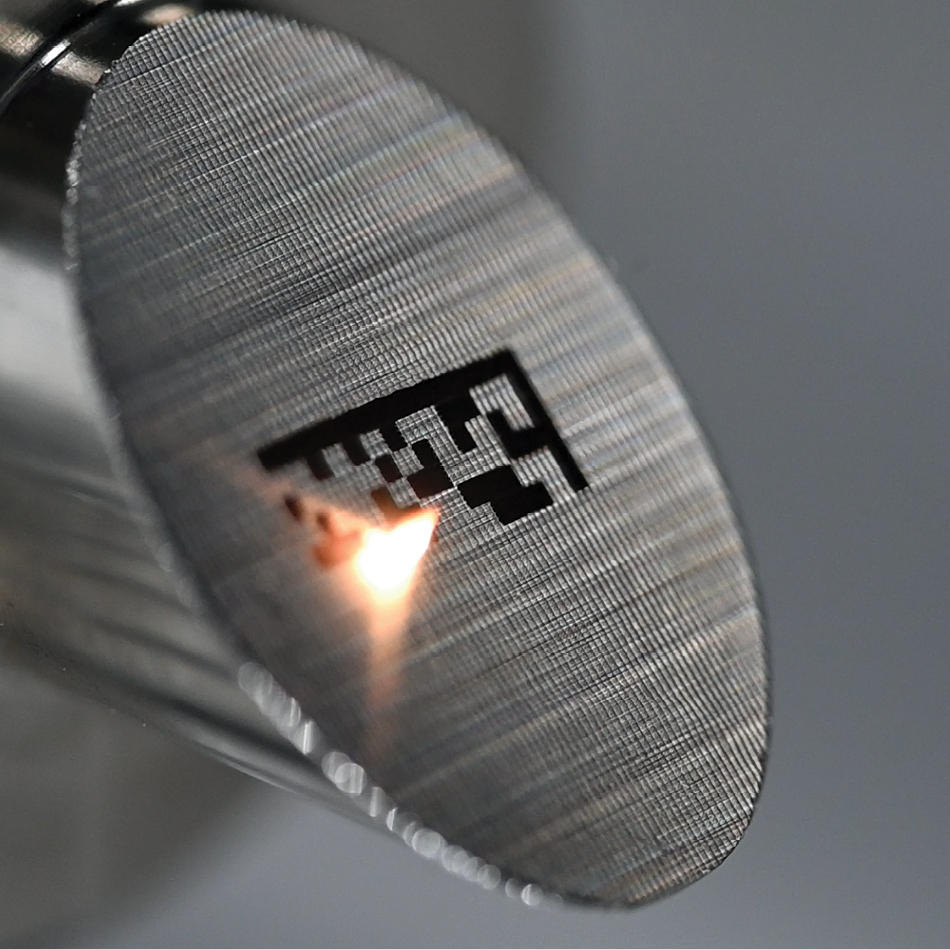
市场:医疗设备
材料:不锈钢
应用:金属丝网焊接
子系统:PowerLine FL 150 P、SmartWeld+

线径:200 µm
光斑尺寸:30 µm
脉冲数:单脉冲
峰值:85 W

7. 3D 运动能力 – 扫描头可以配备额外的运动轴,以在 z 轴上移动焦平面,从而提供更多功能。
单模光纤激光器的优点:
- 激光功率更低 – 使用尺寸约为 25 µm 的焦点光斑可提高功率密度,这意味着所需的平均功率更低,从而减小所需激光器的尺寸并降低成本。
- 运动成本更低 – 由于激光打标的数量庞大,扫描头成为了一种商品,因此与平台相比,高科技扫描头的价格相对便宜。
- 轻松编程 – 扫描头的运动编程不需要了解 G 或 M 代码,因为焊接路径是使用圆和线函数创建的,就像在绘图软件包中一样,与激光打标子系统相同。该软件能够指导用户完成构建生产运行列表的过程,其中可能还包括焊前检查、过程监控或焊后检查。
- 系统占地面积更小 – 通常情况下,扫描头的运动范围为 200 mm x 200 mm(8 英寸 x 8 英寸),大小不超过一个小鞋盒,激光通过光纤传输,通常安装在机架上,整个系统占地面积非常小。
扫描头的额外信息
尽管扫描头的加速过程和减速过程非常快,但这一过程仍然存在,这意味着某些焊接路径可能仍具有热输入较高或较低的情况。
我们的智能“扫描”头 Coherent SmartWeld+ 解决了这一问题,它可以调整功率,从而动态调整热输入。借助这种完全灵活且可编程的摆动/功率模式,您可以精确控制焊接的加热和冷却,从而对焊接参数(包括焊缝宽度和穿透深度)进行更精确的控制。
详细了解 Coherent SmartWeld+。
相关资源